








-
Tea has gained increasing popularity among consumers due to its taste, flavor, aroma and health-promoting effects. New style tea drinks have emerged as favorites for young people, which mix tea with other components, such as fruits juice and fresh milk[1]. Over 80% of consumers buy 5−14 cups tea monthly, with 72% of customers spending USD 29 monthly[2].
Not from concentrate (NFC) juice is considered to be a clean label ingredient for new-style tea drinks as it harnesses the natural flavour and nutrition of the original fruit and therefore can be consumed directly after blending mixing with tea[3]. Bright color berries including grape, strawberry and mulberry, as well as rich flavored tropical fruits such as mangos and coconuts, are the most commonly used juice ingredients, which endow fruit tea with interesting organoleptic properties (pleasant color, fresh flavour and diverse taste) and nutritional value.
Thermal processing is the most common and traditional technique used for food ingredient processing to extend shelf life. Adverse effects on organoleptic properties of foods caused by thermal processing have been reported. Therefore, various milder processing technology has come to light. High pressure processing (HPP) is a non-thermal pasteurization technique, which has been suggested to have superior retention of nutritional quality compared to traditional thermal processing methods. The effect of thermal processing and HPP on fruit, juice, puree, or pulp product has been widely investigated, and there is abundant information about traditional 'targeted' index such as microorganism, color, total phenols and total anthocyanins[4,5]. However, HPP may not always be a better alternative to thermal processing for fruit and its products processing depending on food matrix and processing condition[6].
Spine grape (Vitis davidii Foex) is a valuable and prevalent wild grape species in China, belongs to the East Asian Vitis spp.. High level of phenolics, flavonoids, and anthocyanins content of spine grape is the cause of strong color[7], and it has distinctive aroma descriptors such as wild rose, violets and wild strawberries[8]. The aim of this investigation is to reveal the physicochemical characteristics together with phytochemical compound profiles of spine grape juice processed by mild heating (MH) and HPP on the basis of targeted and untargeted approaches. From a practical perspective, this investigation contributes sufficient dataset outcomes for additional exploitation of spine grapes as a potential food ingredient.
-
NFC juice are pasteurized or frozen and packed immediately after processing, then frozen NFC juice ingredients are delivered into new-style tea stores, these frozen juice ingredients are thawed and temporarily stored in the refrigerator at 4 °C for later use. Therefore, in this work, the juice after treatment, as well as the thawed juice with a total of 21 d refrigerated storage, were carried out in step. All these samples were collected for further analysis. The process is shown schematically in Supplemental Fig. S1.
Two spine grape varieties (Hunan province, China), namely ZiQiu (ZQ) and TianCi (TC), were used here. Grapes were washed, then pressed with a juicer (SJ 600, Dongah Co., Ltd., Korea) that automatically separates the pomace from the juice. The obtained spine grape juice was poured into polyethylene terephthalate bottles for further MH and HPP processing. The processing condition was selected based on a previous study with little modification[4]: for the MH group, the juice samples were blanched at 85 °C for 5 min; for HPP group, 500 MPa and 10 min HPP treatment was applied using a hydrostatic pressurization (CQC30L-600®, Beijing Suyuan Zhongtian technology™, China). The counts of total number of microorganisms in the two groups was less than 1.00 log CFU/mL. The samples of two groups were divided into two parts: one for physicochemical characters and phytochemical compound analysis, and one for −20 °C frozen storage. The thawed juices with a total of 21 d refrigerated storage were also analyzed.
TSS, pH, and color
-
The total soluble-solid content (TSS) was determined by WAY-2S digital Abbe® Refraction meter (Shanghai Precision Instrument™, China). The pH was determined through standard pH meter (ThermoScientific, Waltham, MA, USA). Color parameters L, a and b were measured by a colorimeter (HunterLab, Germany). Three replicates were performed for each sample.
Sugar and organic acid content
-
An ion chromatography (ICS 3000+, ThermoFisher Scientific, USA) equipped with an automated sample injector (Dionex AS autosampler) was used for determining sugar and organic acid content. The spine grape juice samples were diluted to desired concentration and filtered through a 0.22-μm membrane, before chromatographic analysis. The analysis of sugars was conducted using ion chromatography with HPAEC-PAD on a gold working electrode (Dionex Germany). The PA20 anion analysis column (3 mm × 150 mm), and PA20 guard column (4 mm × 50 mm) was used for chromatographic separation. The eluant procedure was carried out in accordance with the method of Wang & Xu[9]. The determination of organic acids was conducted by ion chromatography with suppressed conductivity detection (Dionex Germany). A Dionex IonPacTM AS11-HC (4 mm × 250 mm) column was used for chromatographic separation. The gradient elution conditions with A-water, B-200 mmol NaOH and the procedure was as follows (in minutes): 0−45, 6% B; 45.01−50, 6%−35% B; 50.01−59, 35% B; 59.01−60, 35%−6% B. Injection volume, flow rate, and column temperature were 25 μL, 1.0 mL/min and 35 °C, accordingly. Three replicates were performed for each sample.
Total phenolic content and total anthocyanin content
-
Total phenolic content (TPC) and total anthocyanin content (TAC) were measured directly in the supernatant of NFC spine grape juice after centrifugation. TPC was determined using Folin-Ciocalteu method by measuring the absorbance of the solution at 765 nm. The TPC in the samples was calculated by applying gallic acid as standard curve. TAC analysis was carried out through pH differential protocol[7]. The samples were diluted in potassium chloride buffer (pH 1) and sodium acetate buffer (pH 4.5), and then stabilized for 20 min at room temperature before measuring the absorbance at 520 and 700 nm. The content of TAC in the samples was expressed as malvidin-3-glucoside mg/mL.
LC–MS/MS acquisition and data analysis
LC/MS acquisition
-
The data acquisition was conducted through LC-ESI-QTOF MS, with methodology based on Xu et al. with some modifications[3]. Grape juice was filtered through a 0.22-μm membrane, and a volume of 2 μL was injected. Six replicates were carried out per sample group. Chromatographic separation was performed by LC system (SCIEX, USA) with a flow rate of 0.3 mL/min using C18 column (ZORBAX RRHD Eclipse Plus® C18, 1.8 μm, 2.1 mm × 100 mm, Aligent™, USA) kept at 40 °C. Mobile phases A was 0.2% formic aqueous solution and B was acetonitrile. Gradient elution is performed from 5%–30% B (v/v) within 11.50 min, to 100% B at 11.51 min, and held at 100% B to 15.00 min. Afterwards, the B decreased to 5% in 0.1 min, and keep at 5% from 15.01−18 min. A QTOF Mass Spectrometer (TripleTOF 6600®, SCIEX™, USA) was connected to UPLC system, operating with a DuoSpray ion source in negative mode. The information dependent acquisition (IDA) mode was selected, comprising a TOF-MS scan (accumulation time of 50 ms; CE of 10 eV) together with 15 MS2 scans of product ions (accumulation time of 30 ms each; CE of 35 eV) with dynamic background subtraction. The cycle time of IDA was 545 ms. Mass acquisition range was set as m/z 50–1,000. A standard quality control (QC) strategy was used to assess instrument stability and analyte reproducibility.
Targeted phytochemical compounds analysis
-
A total of 26 known phytochemical compounds in grape reported previously[10,11], were selected as the target compounds (Supplemental Table S1), including seven anthocyanins, six flavonols, five flavan-3-ols, six phenolic acids and two stilbenes. The accurate mass and fragment ions information from documented reference were initially established, and then the targeted list data was imported to MasterView® (SCIEX™, USA) to build the in-house library. Raw sample data was also imported for statistical analysis. Both accurate mass of the parent and the MS/MS information are used to identify and then confirm a metabolite[12]. The mass tolerance was established to 10 ppm, MS2 tolerances to 15 ppm. Save the acquired data as a MQ file and then imported in MultiQuant Software (SCIEX, Redwood City, CA, USA) as a ‘quantitation method from text’ for further quantitative analysis. Finally, the peak area of matched phytochemical compounds in samples were exported.
Untargeted metabolomics analysis
-
The untargeted metabolomics analysis was conducted referring to the method of Xu et al. with some modifications[3]. The raw data files were processed by MS-DIAL 4.60 (RIKEN Center, Japan), and then further analyzed through Microsoft Office Excel 2016® (Microsoft Corporation™, USA). MS1 features whose detection rate (DR) was below 80% or relative standard deviations (RSD) over 30% within the QC group were removed. The peak list of filtered data was further processed for multivariate analysis. The identification of compounds was conducted by matching MS/MS information of the filtered compounds with databases within a deviation of 10 ppm for MS and 15 ppm for MS/MS, accordingly.
Statistical analysis
-
Results were expressed as the mean ± standard deviation. Data analysis was carried out using one-way ANOVA. Significant differences among mean values were established at P < 0.05 and determined by the Duncan test using SPSS (version 19.0, SPSS Inc., USA). Curves fittings and plotting drawings were completed by GraphPad Prism (GraphPad Software program Inc., La Jolla, CA, USA). The principal component analysis (PCA) score plot and heatmap diagrams were drawn using the online platform (
www.metaboanalyst.ca ), and the OPLS-DA diagram was drawn by SIMCA® (Version 14.1, Umetrics™, Sweden). -
The TSS contents presented no significant difference between the MH and HPP group, ranging from 14.27% to 14.60% (Table 1). Glucose and fructose were detected in all samples, and these values were not significantly different between groups. The pH values ranged from 3.45 to 3.84. The HPP-treated juice had significantly higher pH values compared with fresh juice and MH-treated juice. Three organic acids including tartaric acid, malic acid and critic acid were detected in spine grape juice (Table 1). The critic acid contents were no significantly different among the MH, HPP and fresh groups. No detectable changes were found for the tartaric acid and malic acid between the MH and the fresh juice, but a 38% decrease of tartaric acid and a 25% decrease of malic acid were found in HPP-treated samples. The color parameters are presented in Table 1. The MH had the highest lightness (L) and redness (a) values, which were significantly greater compared with HPP and fresh groups, indicating the MH-treated juice had lighter and redder color.
Table 1. The traditional index of MH- and HPP-processed NFC spine grape juice.
Variety TC ZQ Processing method Fresh MH HPP Fresh MH HPP pH 3.45 ± 0.02a 3.45 ± 0.04a 3.60 ± 0.03b 3.71 ± 0.03b 3.57 ± 0.04c 3.84 ± 0.03a TSS (%) 14.60 ± 0.10a 14.43 ± 0.06a 14.50 ± 0.10a 14.27 ± 0.38a 14.57 ± 0.15a 14.27 ± 0.12a Glucose (g/L) 71.59 ± 2.03a 70.43 ± 4.76a 68.14 ± 2.83a 71.66 ± 1.69a 68.85 ± 2.32a 68.86 ± 1.71a Fructose (g/L) 72.79 ± 2.36a 71.07 ± 3.23a 71.90 ± 2.56a 74.17 ± 2.93a 70.07 ± 2.53a 70.21 ± 1.87a Tartaric acid (mg/L) 4,822.08 ± 285.58a 4,925.37 ± 380.44a 2,810.97 ± 50.57b 4,262.18 ± 141.90a 4,446.3 ± 438.02a 2,791.82 ± 231.73b Malic acid (mg/L) 472.13 ± 20.71a 456.06 ± 5.99a 343.91 ± 30.30b 668.52 ± 12.53a 536.71 ± 31.26b 498.85 ± 19.84c Critic acid (mg/L) 128.07 ± 2.72a 125.07 ± 2.29a 126.05 ± 2.07a 212.59 ± 2.76a 217.04 ± 3.51a 211.67 ± 2.04a TPC (mg/L) 593.42 ± 29.22c 983.12 ± 58.29a 671.82 ± 14.00b 611.68 ± 25.68c 1031.53 ± 58.94a 726.75 ± 24.23b TAC (mg/L) 156.87 ± 4.91b 299.77 ± 4.59a 179.92 ± 6.01b 115.74 ± 10.81b 269.08 ± 6.63a 134.40 ± 5.01b L 25.64 ± 0.6c 28.75 ± 0.66a 26.59 ± 0.46b 24.36 ± 0.21c 29.27 ± 1.02a 27.56 ± 0.61b a 6.03 ± 0.23b 9.57 ± 0.42a 6.34 ± 0.75b 3.98 ± 0.14c 8.28 ± 0.18b 4.24 ± 0.27b b −2.46 ± 0.17b −2.30 ± 0.14b −1.94 ± 0.08a −2.47 ± 0.09a −2.34 ± 0.13a −2.28 ± 0.13a The targeted phytochemical compounds of MH- and HPP- processed NFC spine grape
-
Grape as a prevalent and global consumed fruits contains multiple phytochemicals, such as flavonoids, phenolic acids, and stilbenes, all of which are strong antioxidants[10]. A total of 26 phytochemical compounds were identified in NFC spine grape juice and the detailed information is shown in Supplemental Table S1. The rates of change in the 26 phytochemical compounds are shown in Fig. 1a−e.
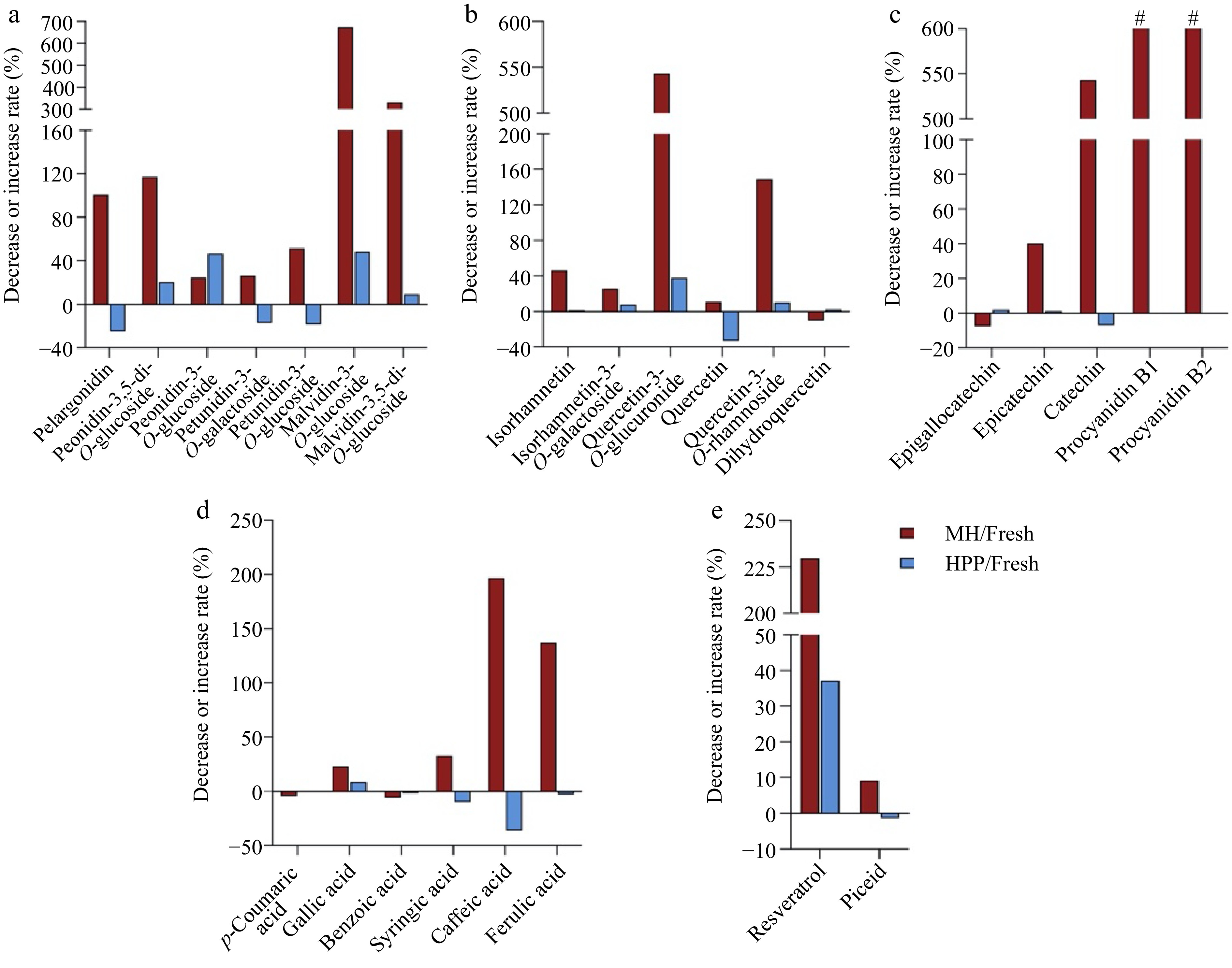
Figure 1.
The increase or decrease rates of phytochemical compounds (compared with fresh group) in MH-and HPP-processed NFC spine grape juice. (a) Anthocyanins, (b) Flavonols, (c) Flavan-3-ols, (d) Phenolic acids, (e) Stilbenes. # indicate compounds only detected in the MH group.
Anthocyanin is a water-soluble pigment, which has a pivotal role for grape juice color. The TAC in spine grape juice after different treatments is shown in Table 1, ranging from 115.74 to 299.77 mg/L. Compared with fresh juice, the TAC in MH and HPP spine grape juice increased by about 100% and 15%, respectively. The peak areas of individual anthocyanins were registered and the percent of area variation of anthocyanins in MH- and HPP-treated juice compared with the fresh juice are shown in Fig. 1a. The change of individual anthocyanins content after HPP treatment was different. The contents of peonidin and malvidin glycosides showed an increase of 9%−48%, while pelargonidin and petunidin derivates decreased by 17%−24% compared with the fresh juice. In the MH group, the relative contents of all identified individual anthocyanins were increased, especially for malvidin-3-O-glucoside, malvidin-3,5-di-O-glucoside, and peonidin-3,5-di-O-glucoside, increasing by 120%−600%.
In addition to being a good source of anthocyanins, grapes and their products are also rich in other polyphenols[13]. The TPC of the spine grape juice that underwent MH processing increased by 50%, while that of the HPP juice increased by 16% (Table 1). Based on the targeted LC-MS metabolite analysis, six kinds of flavonols, five kinds of flavan-3-ols, six kinds of phenolic acids, resveratrol and piceid were detected in spine grape juice. Flavanols and Flavan-3-ol are the major flavonoid subgroups in grape, possessing multi-beneficial health effects in humans[14]. The six kinds of flavonols including quercetin, isorhamnetin and its derivatives were detected in all samples (Fig. 1b). The contents of isorhamnetin, isorhamnetin-3-O-galactoside, quercetin-3-O-glucuronide, and quercetin-3-O-rhamnoside in MH and HPP groups were higher than that of the fresh group. The contents of quercetin-3-O-glucuronide and quercetin-3-O-rhamnoside were enhanced by more than 200% after MH processing. The quercetin in HPP juice and dihydroquercetin in MH juices showed 33% and 10% decreases, respectively. Flavan-3-ols mainly existed in grape seed and peel[15]. The five kinds of flavan-3-ols, including three monomers (epigallocatechin, epicatechin, and catechin) and two dimers (procyanidin B1 and procyanidin B2) were identified. The flava-3-ols content was stable after HPP treatment, whereas MH-treated juice had notable higher catechin, procyanidin B1 and procyanidin B2 contents.
Phenolic acids are predominant phenolic substances in grape juice. They are involved in the browning reactions, served as precursors of volatile phenols, and have antimicrobial and antioxidant activity[7]. As shown in Fig. 1d, both MH- and HPP-processed caused a slight reduction of p-coumaric acid and benzoic acid, together with an increase of gallic acid. The contents of syringic acid, ferulic acid and caffeic acid showed a distinct variation with the different processing method. Compared with fresh juice, the amounts of ferulic acid and caffeic acid in the MH group increased up to 100%, whereas decreased by 3% and 36% in the HPP group.
Grapes and its products are the main sources of bioactive stilbenes in diet[10]. The resveratrol and piceid were detected in spine grape juice (Fig. 1e). The contents of resveratrol in MH and HPP groups respectively enhanced by 229% and 37% compared with fresh juice.
Untargeted metabolomics of MH- and HPP- processed NFC spine grape juice
An overview of metabolomics data
-
The total ion chromatograms for QC samples demonstrated dataset collection was stable (Supplemental Fig. S2), consequently serving in further investigations. Overall, 1,655 raw MS1 features were collected after filtering data according to the value of DR (> 80) and RSD (< 30). Three groups shared 1,255 compounds. The 388 compounds were only found in MH (Fig. 2a). Principal component analysis (PCA) was conducted to identify variations across all three groups (MH, HPP, and fresh), as shown in Fig. 2b. The PC1 and PC2 explained 42% and 28% of the total variance, respectively. The MH group was separated, while the fresh and HPP groups gathered together. The content level of metabolites in three groups was visualized by heatmap (Fig. 2c). MH-treated samples branch off in the dendrogram. The second group was the HPP-treated samples together with fresh samples.
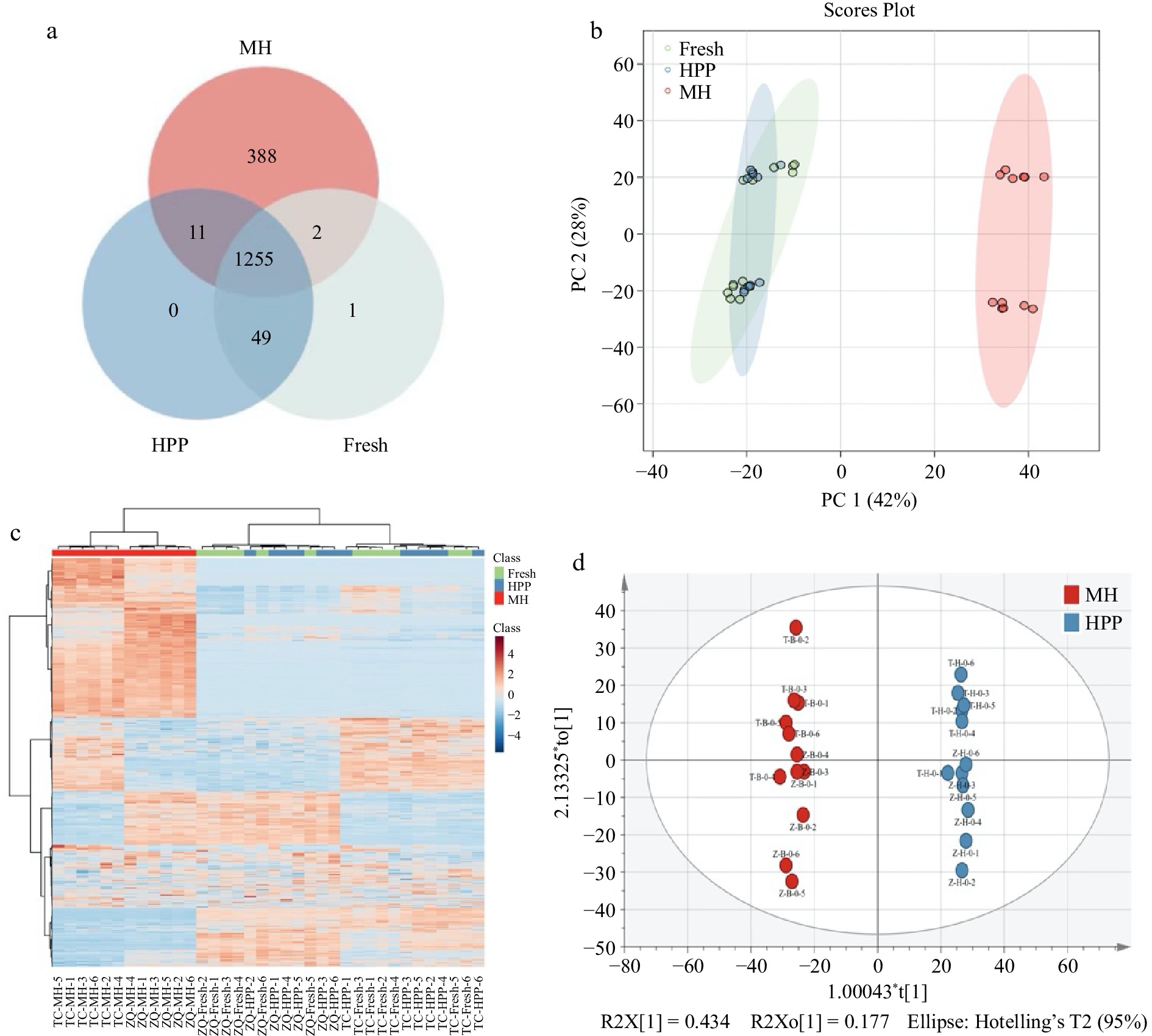
Figure 2.
Multivariate analysis based on metabolomics data. (a) Venn plot for MS1 feature quantities in MH, HPP, and fresh, (b) PCA score plot, (c) Heatmap, (d) OPLS-DA model.
Putative annotation of differential compounds in MH and HPP
-
To find differential compounds between MH-treated and HPP-treated spine grape juice, an OPLS-DA model was built (Fig. 2d). Clear separation of MH and HPP groups was observed in the horizontal direction. Features having VIP > 1 were screened. Meanwhile, the fold change between the two groups of samples and the p-value were carried out. The differential compounds were finally selected depending upon VIP > 1, fold change > 2, and p < 0.05. Specifically, 11 differential compounds were annotated, including nine phenolic compounds and two peptides (Table 2).
Table 2. The putative annotated markers of MH- and HPP-processed NFC spine grape juice.
ID Metabolites Formula Adduct type Rt (min) Average m/z Reference m/z ppm p-value log2Fold change Being identified in targeted analysis log2Fold change (in storage) 14109 Malvidin-3,5-O-diglucoside C29H34O17 [M+H]+ 3.798 655.1869 655.1869 0.00 0.012 1.8 √ > 1.0 10725 Malvidin-3-O-glucoside C23H25O12 [M]+ 5.766 493.1338 493.1335 0.57 0.012 2.6 √ > 1.0 10254 Quercetin-3-O-glucuronide C21H18O13 [M+H]+ 6.829 479.0808 479.082 −2.54 0.00 2.2 √ < 1.0 9283 Quercitrin-3-O-rhamnoside C21H20O11 [M+H]+ 7.707 449.1088 449.10779 2.15 0.00 1.2 √ > 1.0 1216 Caffeic acid C9H8O4 [M+H]+ 3.373 181.0494 181.0495 −0.61 0.00 2.0 √ > 1.0 1560 Ferulic acid C10H10O4 [M+H]+ 4.708 195.06523 195.0643 4.76 0.00 1.3 √ < 1.0 4046 Catechin C15H14O6 [M+H]+ 4.061 291.086 291.086 −0.10 0.00 3.9 √ > 1.0 12875 Procyanidin B1 C30H26O12 [M+H]+ 3.530 579.159 579.1497 0.38 − − √ > 1.0 12873 Procyanidin B2 C30H26O12 [M+H]+ 4.515 579.1506 579.1497 0.16 − − √ > 1.0 7503 Glu-Val-Phe C19H27N3O6 [M+H]+ 5.265 394.1969 394.1971 −0.61 0.015 3.1 × > 1.0 7954 Leu-Leu-Tyr C21H33N3O5 [M+H]+ 6.293 408.2488 408.2493 −1.35 − − × > 1.0 Procyanidin B1, procyanidin B2 and Leu-Leu-Tyr only detected in the MH group. As shown in Fig. 3a−i, the contents of malvidin-3-O-glucoside, malvidin-3,5-di-O-glucoside, quercitrin-3-O-rhamnoside, quercetin-3-O-glucuronide, catechin, caffeic acid, ferulic acid, procyanidin B1 and procyanidin B2 in MH-treated grape juice were significantly higher than that of HPP-treated juice, which were consistent with the results of targeted phytochemical compounds analysis. Unexpectedly, there are two tripeptides were identified (Fig. 3j−k). The contents of Leu-Leu-Tyr and Glu-Val-Phe in the MH groups were also significantly higher than that of those in the HPP.
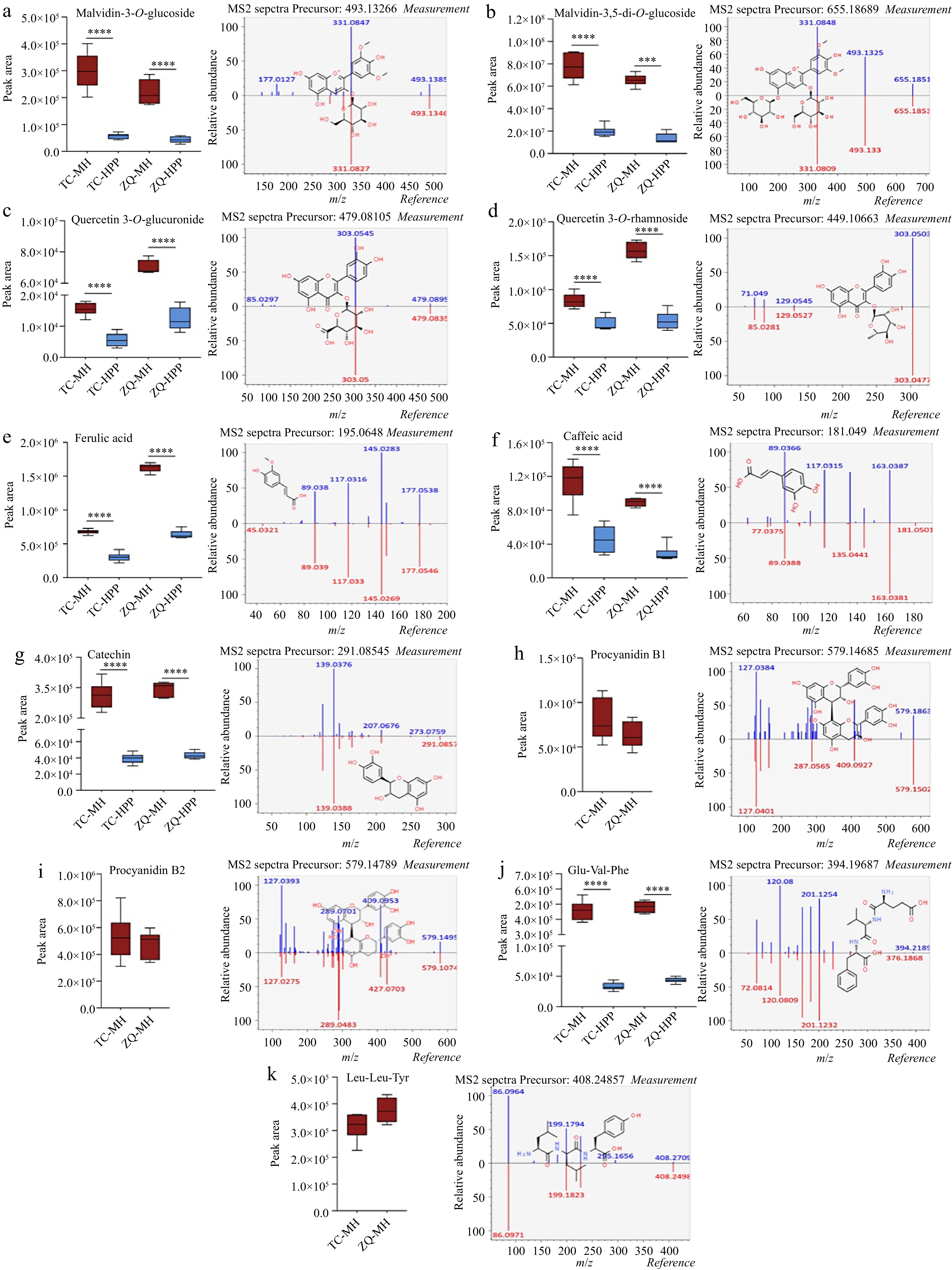
Figure 3.
The putative annotated markers between MH- and HPP-processed NFC spine grape juice. The left are the box-plots, and the right are the chemical structures of individual biomarkers. (a) Malvidin-3-O-glucoside, (b) Malvidin-3,5-di-O-glucoside, (c) Quercetin-3-O-glucuronide, (d) Quercitrin-3-O-rhamnoside, (e) Ferulic acid, (f) Caffeic acid, (g) Catechin, (h) Procyanidin B1, (i) Procyanidin B2, (j) Glu-Val-Phe, (k) Leu-Leu-Tyr. Procyanidin B1, procyanidin B2 and Leu-Leu-Tyr only detected in the MH group.
Change of the annotated markers during storage
-
In commercial practice, the juice ingredient was frozen quickly after HPP or MP processing, and it is usually thawed and temporarily stored at 4 °C before further new-style tea processing. Therefore, the change of the 11 compounds was further monitored.
The contents of malvidin-3-O-glucoside and malvidin-3,5-di-O-glucoside in MH-treated spine grape juice were higher than that of HPP-treated juice during the whole storage , but each anthocyanin showed different degradation behavior in MH and HPP (Fig. 4a−b). During storage, the contents of malvidin-3-O-glucoside and malvidin-3,5-di-O-glucoside in MH decreased significantly with prolonged storage time. However, there were no significant change for malvidin-3-O-glucoside in HPP during storage. The malvidin-3,5-di-O-glucoside content increased slightly at day 7, and then decreased significantly in HPP. The change of other phenolic markers at different storage periods is depicted in Fig. 4c−i. The catechin content remained constant during the 21 d of storage, whereas relatively irregular fluctuations were observed for other phenolic compounds. Similar to the results for the malvidin-3,5-di-O-glucoside, the upward trend of ferulic acid was observed on the 7th day in the HPP. The change of peptide content is presented in Fig. 4j−k. As the storage time prolonged, Glu-Val-Phe and Leu-Leu-Tyr contents have been gradually increased regardless of processing methods. Since grape contains proteolytic enzymes, which degrade endogenous proteins and polypeptides, producing peptides[16]. The residual enzymes after processing might attributed to the increase contents of Glu-Val-Phe and Leu-Leu-Tyr during storage.
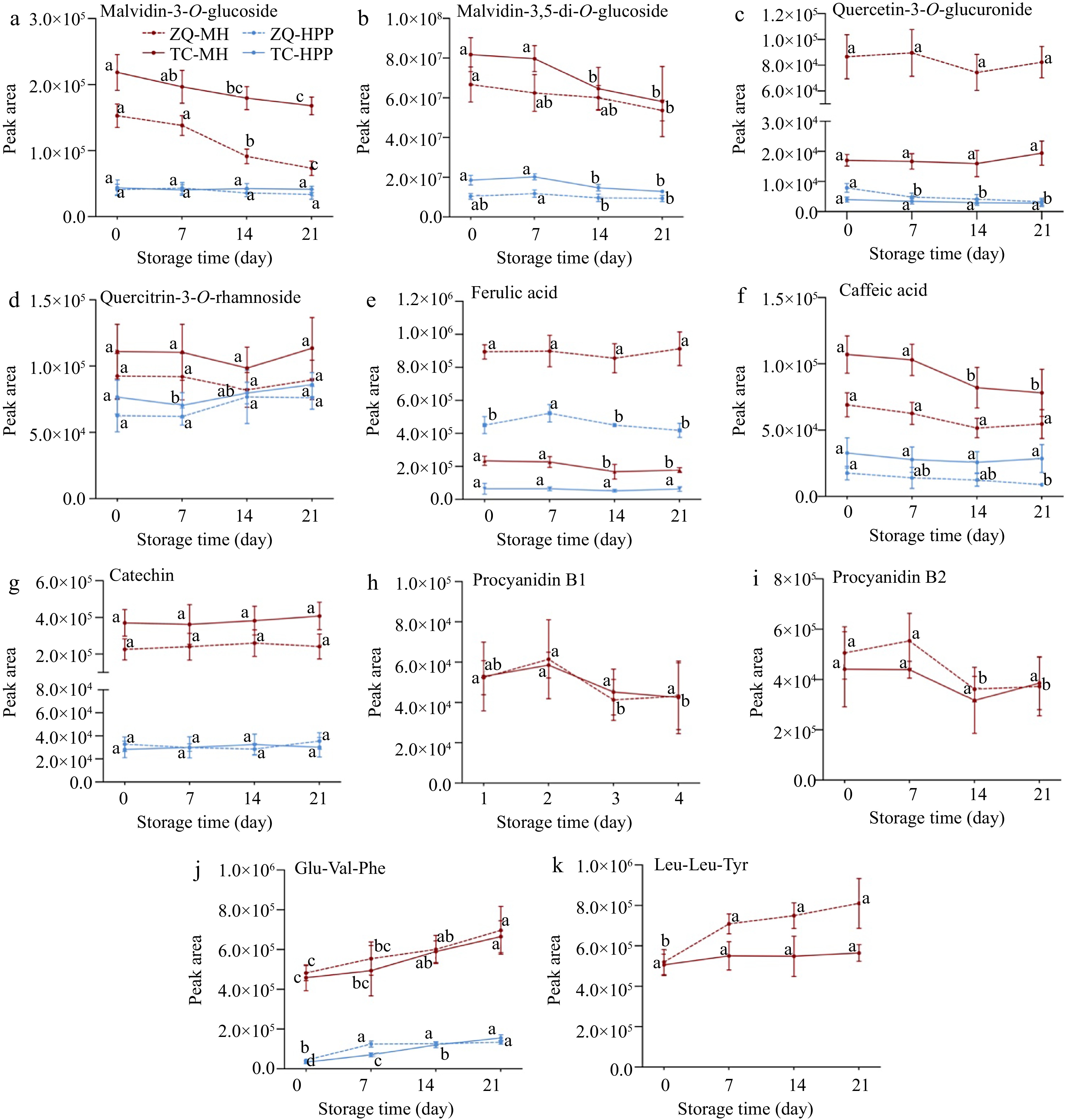
Figure 4.
Changes of annotated markers during storage. (a) Malvidin-3-O-glucoside, (b) Malvidin-3,5-di-O-glucoside, (c) Quercetin-3-O-glucuronide, (d) Quercitrin-3-O-rhamnoside, (e) Ferulic acid, (f) Caffeic acid, (g) Catechin, (h) Procyanidin B1, (i) Procyanidin B2, (j) Glu-Val-Phe, (k) Leu-Leu-Tyr. The solid and dotted lines represent different grape varieties. Different letters indicated significant difference between storage day.
The fold change of annotated markers between the MH and HPP group at different storage times was calculated and shown in Table 2. Except for quercitrin-3-O-rhamnoside and ferulic acid, the fold change of the other nine markers were higher than 2 throughout the entire storage, indicating that those markers can still differentiate MH- and HPP-processed NFC spine grape juice even during storage. Additionally, the linear equations were built from the correlation of annotated markers versus storage period (Supplemental Table S2). The R2 values of Glu-Val-Phe were greater than 60% regardless of variety and treatment, indicating that the Glu-Val-Phe has the potential to be a monitoring marker for quality change of spine grape juice during storage.
-
In this study, the TAC and TPC in the MH group were significantly higher than that of the fresh group suggesting that MH was favorable for promoting the release of phenolics in NFC spine grape juices. Similar effects of MH on fruit juices were also reported[6]. Genova et al. found that pasteurization (78 °C for 30 min) significantly increased the concentrations of anthocyanins and polyphenol in grape (Vitis vinifera L.) juice[17]. The TAC in blueberry juice after thermal treatment was observed to be twice as high as that of the control[18]. The possible reason for this result is that the heating process helps to disrupt the cell wall, promotes mass transfer efficiencies, and improves solubility of substances, thus increasing the extraction rate of phenolics and anthocyanins[19,20]. Some previous research suggested that traditional thermal processing always causes undesirable degradation of some compounds, especially for heat-sensitive bioactive phytochemicals[21]. For example, the TAC of pomegranate juice after heat treatment at 85 °C for 10 min was reduced by 18.8%[22]. Gil-Izquierdo et al. observed that the pasteurization treatments (70 °C for 30 s and 92–95 °C for 30 s) reduced flavonone content and phenolic acid content in orange juice[23]. The contradictory results might depend on food matrix and processing parameters. A large number of solid particles in NFC spine grape juice may be an important factor for the positive effect of MH[5]. More soluble and insoluble-bound compounds can be extracted from solid particles from grape seed and skin during heating processing[24,25]. Additionally, the mild and/or short-time treatment condition in our experiment could reduce the negative effects of thermal processing.
The results for the change of targeted phytochemical compounds contents were the same as the TPC and TAC. All identified individual anthocyanins were increased after MH treatment, although the change rate was different. The stability of anthocyanins was influenced by the modification of glycosylation, methylation and acylation. Malvidin-type anthocyanins are more stable because of fewer OH·group and more methoxyl group. The same results was observed by Liu et al., who found that the content of malvidin derivative increased after heating, which was different from the change of other anthocyanins[26]. The disaccharide and trisaccharide anthocyanins were confirmed to be generally more stable than the mono-glycosylated anthocyanins[27], which could explain the significant increase in malvidin-3,5-di-O-glucoside and peonidin-3,5-di-O-glucoside.
The content of catechin, procyanidin B1 and procyanidin B2 increased dramatically after MH treatment. In general, Flavan-3-ols are mainly located in both grape skin and seed[28]. During heat processing, more flavan-3-ols were leached from seed and peel particles residue in juice, similar to the effects of thermomaceration[29]. The reactions occurring during processing, such as degradation and depolymerization and polymerization of flavan-3-ols, also influence the final content of individual flavan-3-ols in grape juice[30]. The specific evolving process between monomers and dimers in grape juice processing needed to be further investigated. Compared with fresh juices, the higher yield of ferulic acid and caffeic acid was also obtained in MH, probably because the cleaving of ester- and glycoside-bound phenolic acids to release free phenolic acids during heating[31]. Similarly, Su et al. reported a 125% increase in ferulic acids of Huaizhi lychee juice after heat treatment at 121 °C[32].
Influence of HHP on spine grape juice
-
The TAC and TPC of spine grape juice treated with HPP were only slightly increased. HPP has been widely demonstrated as an excellent non-thermal technology for the processing of fruit juices because of its negligible influence upon sensory and nutritional properties, unaffecting small molecule structural formations, including bioactive compounds[33]. Similar to our results, Barba et al. found a 15.5% and 23% increase in TAC and TPC for blueberry juice after treatment at 500 MPa/15 min[34]. Yuan et al. found HPP induced a 3%–13% increase in TPC and a 6%–17% increase in TAC across varying conditions compared with untreated aronia purée[35]. The increases of TPC and TAC are often attributed to the disruption of cell wall, plasma membrane, and organelles in plant matrices under high pressure condition[36].
The change of phytochemical compounds contents after HPP treatment showed different trends of variation (Fig. 1). The different rate of change might be explained by its structure. On the one hand, the selective extraction of HPP has been reported. For example, malvidin was extracted in larger quantity from grapes than peonidin > petunidin > delphinidin > cyanidin[37], which is in accordance with our results. On the other hand, the activation of oxidase enzymes (such as polyphenol oxidases) during HPP[38], may be the reason for the loss of the easily-oxidized compound including pelargonidin, petunidin derivatives and quercetin. As for the decrease of ferulic acid and caffeic acid, we presumed that the interactions between phenolic acids and other components are reinforced, leading to lower phenolic acids in HPP-treated spine grape juices[39]. The esterification of tartaric acid and ferulic acid/caffeic acid has been reported previously[40], which might be also related to the significantly lower tartaric acid content in HPP-treated spine grape juice (Table 1).
Putative annotation of differential compounds in MH and HPP
-
Untargeted metabolomics analysis revealed that the spine grape juice processed by MH and HPP were clearly distinguished by metabolite profiles (Fig. 2). Eleven differential compounds were annotated, and most of the annotated potential markers were phenolic compounds. Phenolic compounds, as the contributor to antioxidant capacity and color of grape juice, play an important role in consumers' preference. All of the annotated phenolic markers show higher contents in MH-treated samples (Fig. 3a−i). Previous studies showed that HPP was better to preserve bioactive components and overall nutritional quality of food compared to conventional thermal processing methods. But the evidence is not always consistent in relation to changes of bioactive phytochemicals. Similar to our results, Zhang et al. found a significantly higher content of malvidin glycoside in blueberry puree after thermal processing when compared with HPP treatment[41]. Talcott et al. compared HPP and thermal-treated muscadine grape juice and found the higher anthocyanins in pasteurized muscadine grape juice compared to HPP-treated juice[42]. The possible cause of the poor HPP performance was the higher oxidase enzymes activity during HPP processing than thermal processing. Additionally, since the NFC spine grape juice in this experiment contained a mass of particles from peel or seed, the MH could lead to a higher extractability of phenolic compounds than HPP.
Owing largely to its low abundance in most plant organs, identifying peptide library in plant-derived food stuffs presents great challenges[43]. The Glu-Val-Phe and Leu-Leu-Tyr were first identified in grape. The peptide content in the MH was significantly higher compared with that in the HPP. The possible reason for the result is that the heating process accelerates protein degradation[44], producing more peptides. Previously, Xu et al. also identified seven peptides as differential markers, whose concentration in multi-heat processed juices was higher than that of mild heat treatment juices[3].
Change of the annotated markers during storage
-
A relatively irregular fluctuation was observed for different phenolic compounds during storage. In general, there may be a balance between the release and degradation of phenolics. Bound phenolics were gradually liberated, meanwhile, free phenolics degraded due to oxidation and enzyme activity. Within a certain period, the released amounts of phenolics exceeded that of the degraded ones, leading to an increase in phenolics[45]. The increase phenomenon was more commonly observed in the HPP than in the MH. We hypothesized that the reinforced interaction and the enhanced absorption of phenolics by cell wall components induced by HPP provided effective protection for phenolic compounds with a sustained release[46]. Take anthocyanins for example, it was reported that 13−18% of anthocyanins bind to cellulose or pectin when they first come into contact with the plant cell wall[47], and the interaction was affected by the processing method. Hou et al. found that the binding rate between the major constituents of plant cell and cyanidin-3-O-glucoside was raised by 32.8% after treatment (500 MPa/15 min)[48]. At the later stages of storage, the dropping of anthocyanins might be related to the detected microorganisms (data not shown) in HPP-treated juice. The available scientific data on individual phenolics degradation in complex juices systems after different processing method is limited. The influence of the food matrix and compound structure must be considered and assessed.
-
The treatments of MH and HPP showed different effects on the physicochemical characters and phytochemical compound profiles of NFC spine grape juice based on metabolomics. The metabolites profile of HPP-processed juice was similar to the fresh juice, whereas MH-processed juice promoted more phytochemical compounds release. Eleven annotated markers differed significantly between MH and HPP groups, including nine kinds of phenolics and two kinds of peptides, and these components were significantly higher after MH treatment. An upward trend of malvidin-3,5-di-O-glucosid and ferulic acid was observed at earlier storage, following a decrease. The continuous rising content of Glu-Val-Phe indicated the potential to serve as juice quality monitoring markers during storage. The outcome of this study could provide new insights into the effects of processing on individual phytochemical changes and act as a guide for commercial application in the production of spine grape NFC juice as a color-rich ingredient to make new style tea drinks. However, the fate of compounds in juices and tea mixtures, such as the effects of bound and free anthocyanins on contribution to color and bioavailability need further exploration.
The authors acknowledge financial support for this work from National Key R&D Program of China (2022YFD2100805) and National Science Fund for Excellent Young Scholars of China (3222 2067).
-
The authors declare that they have no conflict of interest.
- Supplemental Fig. S1 The schematic diagram of NFC spine grape juice processing.
- Supplemental Fig. S2 The TIC of QC samples.
- Supplemental Table S1 Information of target compounds.
- Supplemental Table S2 The linear equations and R2 values of linear trend-lines from the correlation of potential markers (y) versus storage period (x).
- Copyright: © 2023 by the author(s). Published by Maximum Academic Press on behalf of China Agricultural University, Zhejiang University and Shenyang Agricultural University. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Yang S, Mi L, Wang K, Wang X, Wu J, et al. 2023. Comparative metabolomics analysis in the clean label ingredient of NFC spine grape juice processed by mild heating vs high pressure processing. Food Innovation and Advances 2(2):95−105 doi: 10.48130/FIA-2023-0011 
Comparative metabolomics analysis in the clean label ingredient of NFC spine grape juice processed by mild heating vs high pressure processing
- Received: 15 January 2023
- Accepted: 15 February 2023
- Published online: 04 May 2023
Abstract: Not from concentrate (NFC) fruit juice is the crucial clean label ingredient for new-style tea-making due to its pleasant color and fresh aroma. Here, we compared the effects of mild heating (MH) and high pressure processing (HPP) on physicochemical characters and phytochemicals in NFC spine grape juice based on metabolomics analysis. Similar compound profiles were observed between HPP-treated and fresh juices. The richer phytochemical compounds comprised malvidin-3-O-glucoside, malvidin-3,5-di-O-glucoside, quercetin-3-O-rhamnoside, quercetin-3-O-glucuronide, catechin, caffeic acid, ferulic acid, procyanidin B1, procyanidin B2 were obtained after MH treatment. Nine marker phenolics and two marker tripeptides (i.e., Glu-Val-Phe and Leu-Leu-Tyr) were identified to differentiate MH from HPP treatment, of which higher contents occurred in the MH group. Storage time experiments showed that the Glu-Val-Phe could serve as potential markers for monitoring storage of spine grape juice. These results provide new insights into the effects of processing on individual phytochemical changes and the guide for commercial application of production of spine grape NFC juice.
-
Key words:
- Spine grape juice /
- HPP /
- MH /
- Metabolomics /
- Anthocyanins